鈑金(薄板)拉伸生產線解決方案
拉伸的基礎知識
我們常見的拉伸工藝分為單動拉伸與雙動拉伸工藝。
其中單動拉伸采用單動拉伸液壓機配單動拉延模,單動拉延模的凸模固定在液壓機下工作臺面上,壓邊圈與凸模導向,凹模固定在壓機的上工作臺上,凹模與壓邊圈導向。
單動拉伸時的動作工藝:單動拉伸液壓機提供液壓墊頂缸頂起壓邊圈到指定的高度,放上板料,定位,滑塊下行壓制,凹模行至壓邊圈高度,凹模與壓邊圈壓緊板料,凹模帶動壓邊圈與之一起下行,機床到達閉合高度,凹凸模墩死,拉伸成型完成,滑塊快速上行到位,液壓墊頂出成品零件,取件。
如圖1所示,自動化沖壓線主要是把板料沖壓成汽車零件,包括線首單元、壓力機及搬運單元、線尾單元,其中:⑴線首單元主要完成清洗干凈的板料傳送到壓力機功能,分別經過板料上料、分張、拆垛、輸送、清洗、對中、上料工位。⑵壓力機及搬送單元主要對板料進行沖壓及板件傳送功能,分別經過拉延、沖孔、翻邊、切邊工位,而數控液壓墊主要應用于此單元的拉延工位。⑶線尾單元主要對沖壓完成的零件進行下料裝箱,分別經過下料、傳送、裝箱工位。

雙動拉伸時的動作工藝與單動拉伸工藝基本相同,額外增加了上滑塊液壓墊或壓邊滑塊,可實現正反拉伸。

拉伸液壓機也可用于其他沖壓工藝,如以下其他沖壓工藝示圖
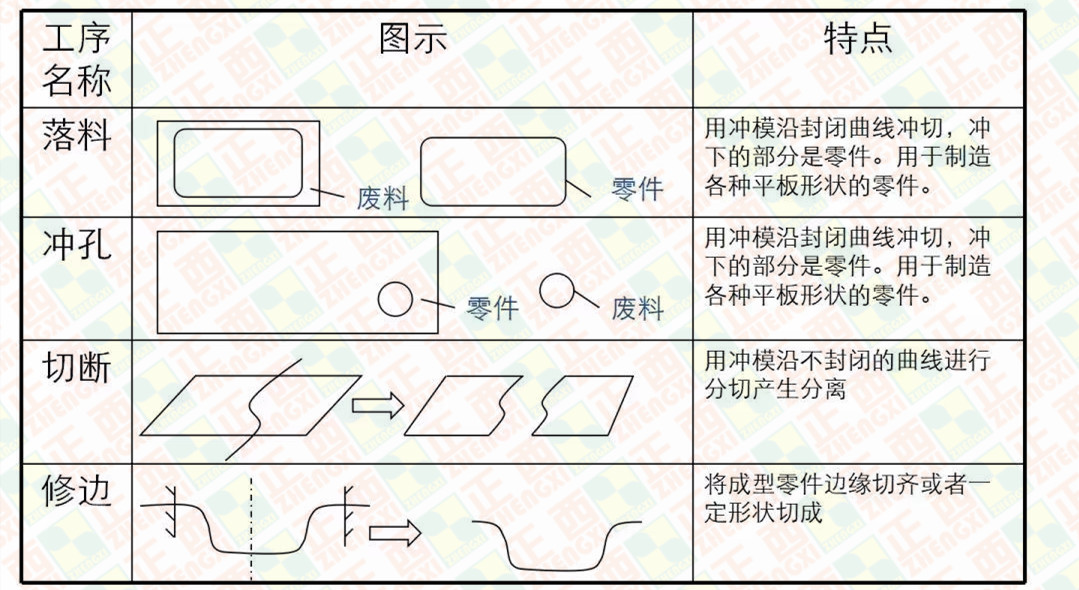
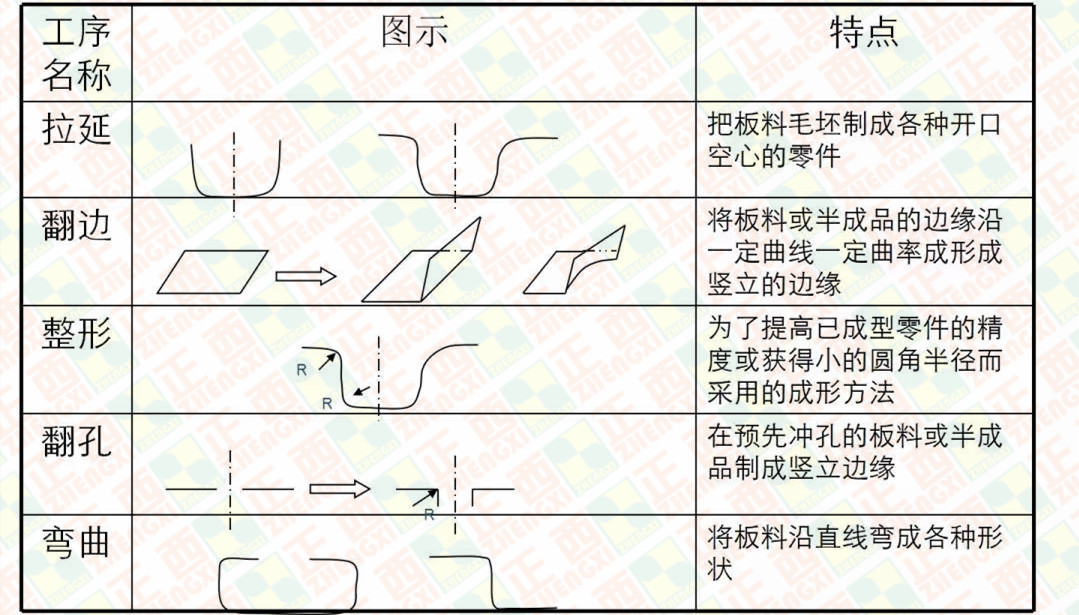
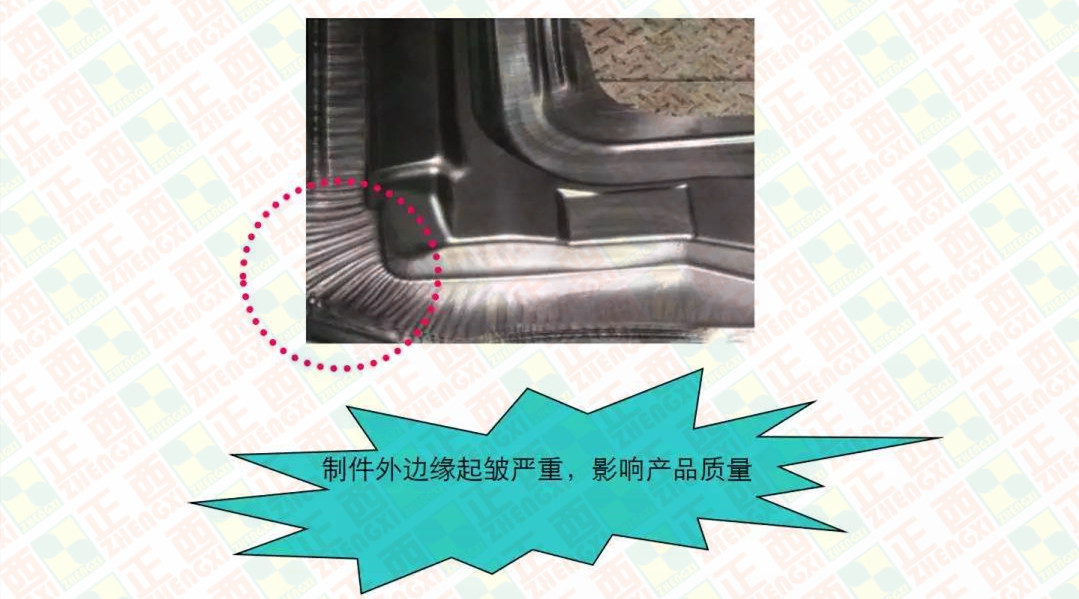
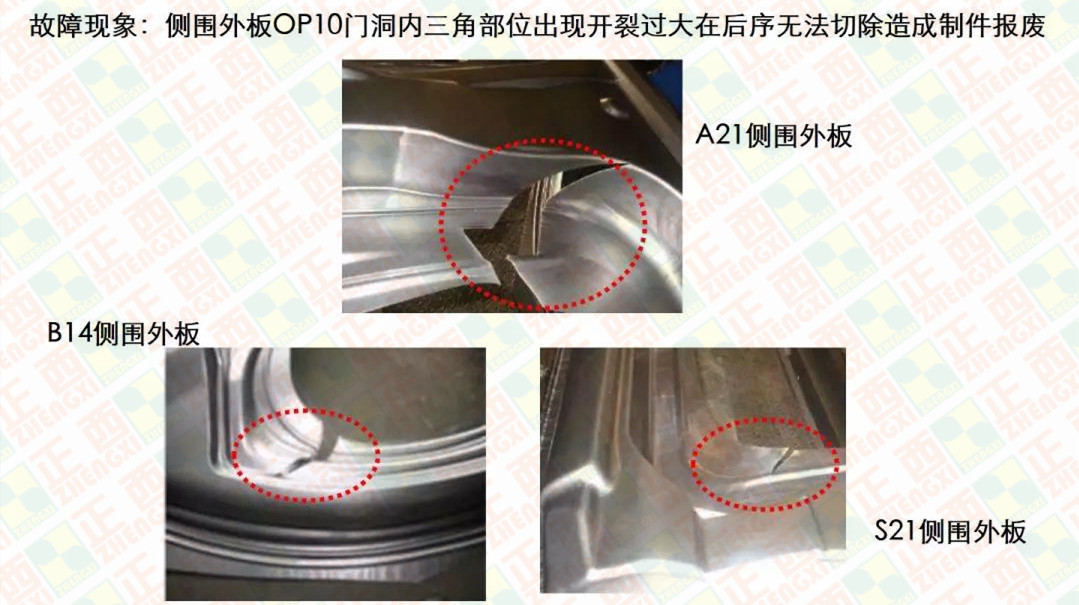
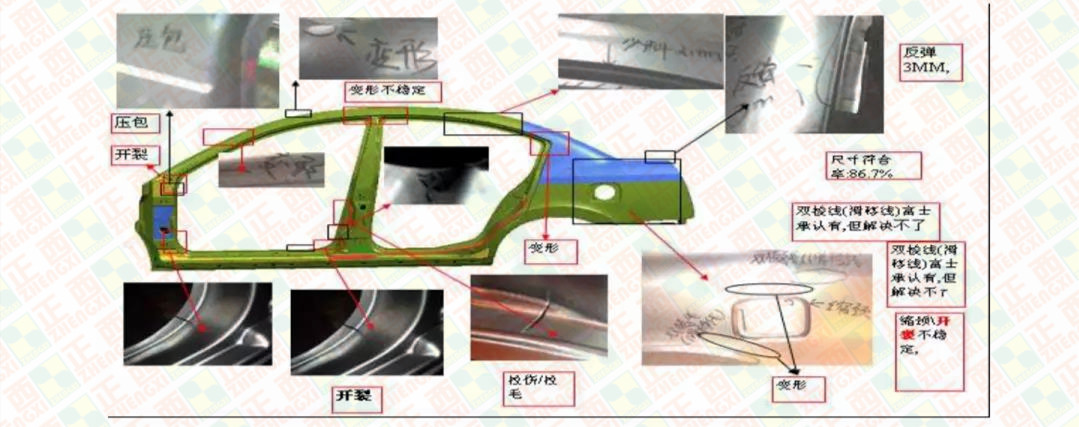
拉伸液壓機生產線中產品常見缺陷
在拉伸工藝中主要常見缺陷有變形、開裂、起皺、拉毛、波浪等,還有毛刺過大、沖孔帶料、塌陷、尺寸不符、表面劃傷、少孔、縮頸、疊料、鼓包、凹坑、麻點、翻遍不垂直、翻遍高度不一致、翻遍拉毛、翻邊裂等缺陷現象。

解決方案
多名技術優秀人員通過每次解決問題后再進行軟件分析,從而我們從設備上得出結論進行改進。
|
拉伸件缺陷
|
原因分析
|
解決辦法
|
|
開裂/起鄒
|
1、壓邊力太大
|
1、減小液壓墊(壓邊滑塊)的壓力
|
|
2、凹模口或壓料筋槽的圓角半徑太小
|
2、加大有關的圓角半徑
|
|
3、壓料筋布置不當或間隙太小
|
3、調整壓料筋的數量、位置、和間隙
|
|
4、板料的光潔度不夠
|
4、增加潤滑油或其他方式減小摩擦力
|
|
5、潤滑不足
|
5、改善潤滑條件
|
|
6、坯料質量不符合要求
|
6、更換材料
|
|
7、坯料放偏
|
7、增加定位裝置
|
|
8、坯料尺寸太大
|
8、適當減小坯料尺寸
|
|
9、局部變形條件惡劣
|
9、增加工藝切口或工藝孔,或者改善形狀
|
沖壓實現自動化非常困難,而沖壓中的拉伸工藝更具有挑戰性,大部分工廠上自動化生產線都是以廢品率太高而告終,往往人們都是在模具上想辦法,其實拉伸液壓機也是很關鍵的;
中國有很多液壓機制造廠家,但是有一半以上根本不了解沖壓拉伸工藝,更是有部分廠家為了省成本生產出來的設備連導向都沒有,甚至有的連機身都未經過精加工。
成都正西液壓設備制造有限公司經過多年從根本上分析原因,攜手用戶與模具供應商屢次幫助客戶解決各種沖壓問題。
沖壓生產線解決方案
為響應國家號召,全球工業4.0智能制造產業化,成都正西液壓設備制造有限公司與成都正西機器人有限公司聯手打造自動化裝備,實現優勢互補,加快步伐邁入工業4.0,進一步擴寬海外市場打下了良好的基礎。成都正西液壓也將繼續在全球化采購體系的建立、新產品與新技術的聯合開發、國際市場的共享等方面創造全球協同效應,為新老客戶提供世界領先的成形技術解決方案。
不斷提升改進沖壓生產線,以先滿足產品穩定的前提下進行提速、節能優化。

標簽:四柱液壓機/框架液壓機/單注液壓機/伺服液壓機/鍛造液壓機/防盜門壓花液壓機/粉末液壓機/拉伸液壓機/框架復合材料液壓機/四柱復合材料液壓機

 公安備案號:51011302000100
公安備案號:51011302000100